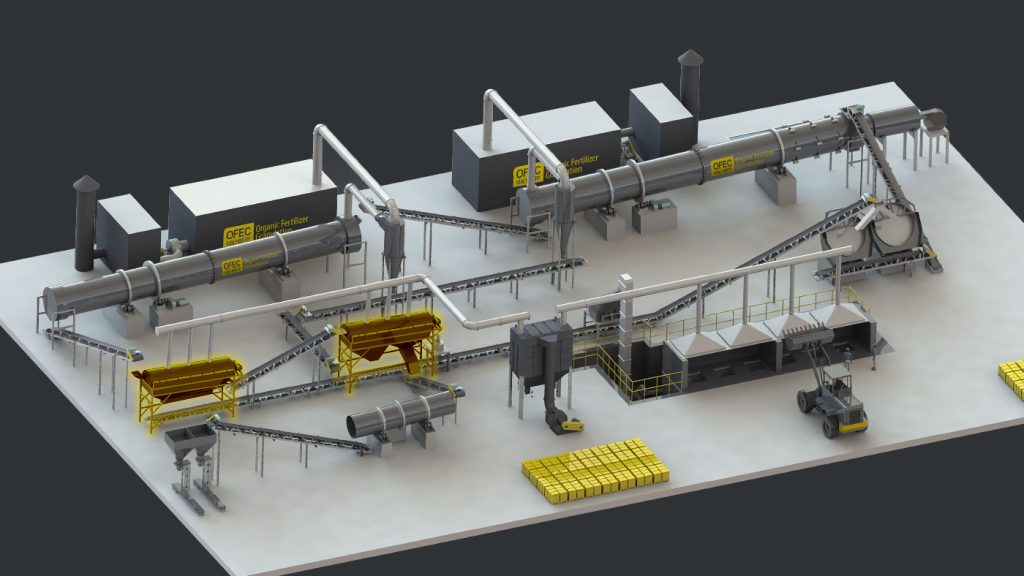
Extrusion Granulation Line
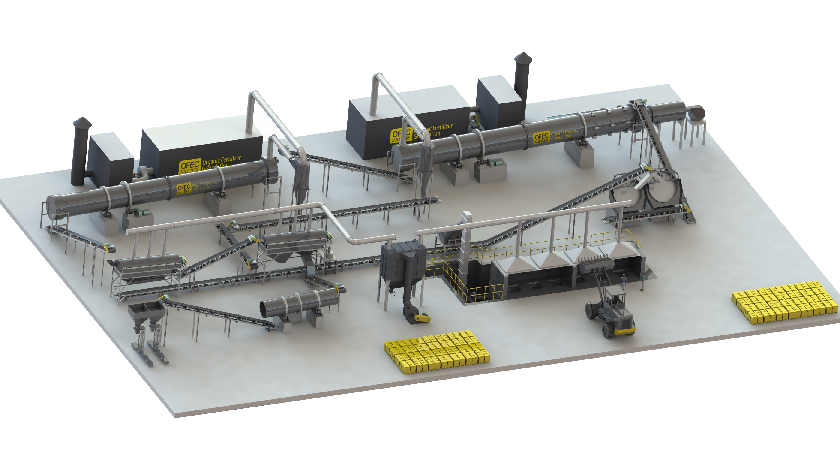
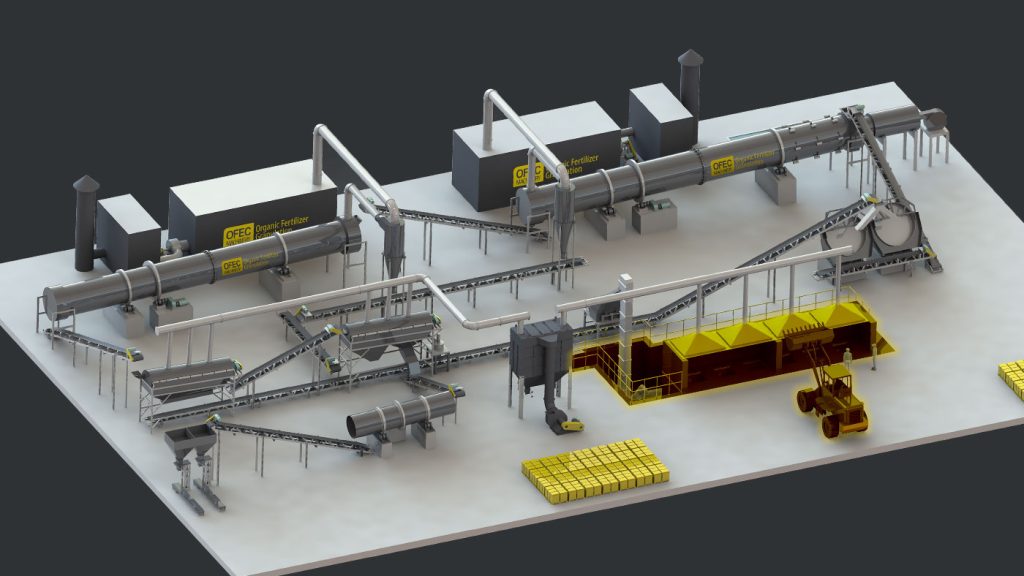
Production Line Overview
The Extrusion Granulation Line is an efficient solution developed by OFEC for high‑moisture organic materials and energy‑conscious production.
Production Line Specifications
Parameter | Details |
Suitable Raw Materials | Livestock manure, straw, biogas residue, sludge, organic waste, etc. (best with moisture ≤25%) |
Granulation Method | Extrusion forming (dry / low‑temperature drying) |
Capacity Range | 1–5 t/h (customizable) |
Pellet Shape | Columnar, flat‑spherical, or irregular; diameter 2–10 mm |
Drying Method | Optional low‑temperature drying or natural air drying – low heat demand |
Final Moisture Content | ≤15% |
Line Configuration | Batching, crushing, mixing, granulation, screening, packaging, dust collection (drying/cooling optional) |
Livestock manure, straw, biogas residue, sludge, organic waste, etc. (best with moisture ≤25%)
1–5 t/h (customizable)
Working Principle of Organic Fertilizer Granulation
Extrusion granulation is a physical forming process. The material is crushed, mixed, and conditioned before being continuously fed into the extrusion granulator. Under high pressure, the material is forced through die holes or between rollers, forming dense, strong columnar, flat‑spherical, or irregular pellets. The extrusion process requires no added water or binders – it is a dry granulation method. After extrusion, the pellets can be directly screened and packaged. If further moisture reduction is needed, a low‑temperature dryer or natural air drying system can be added.
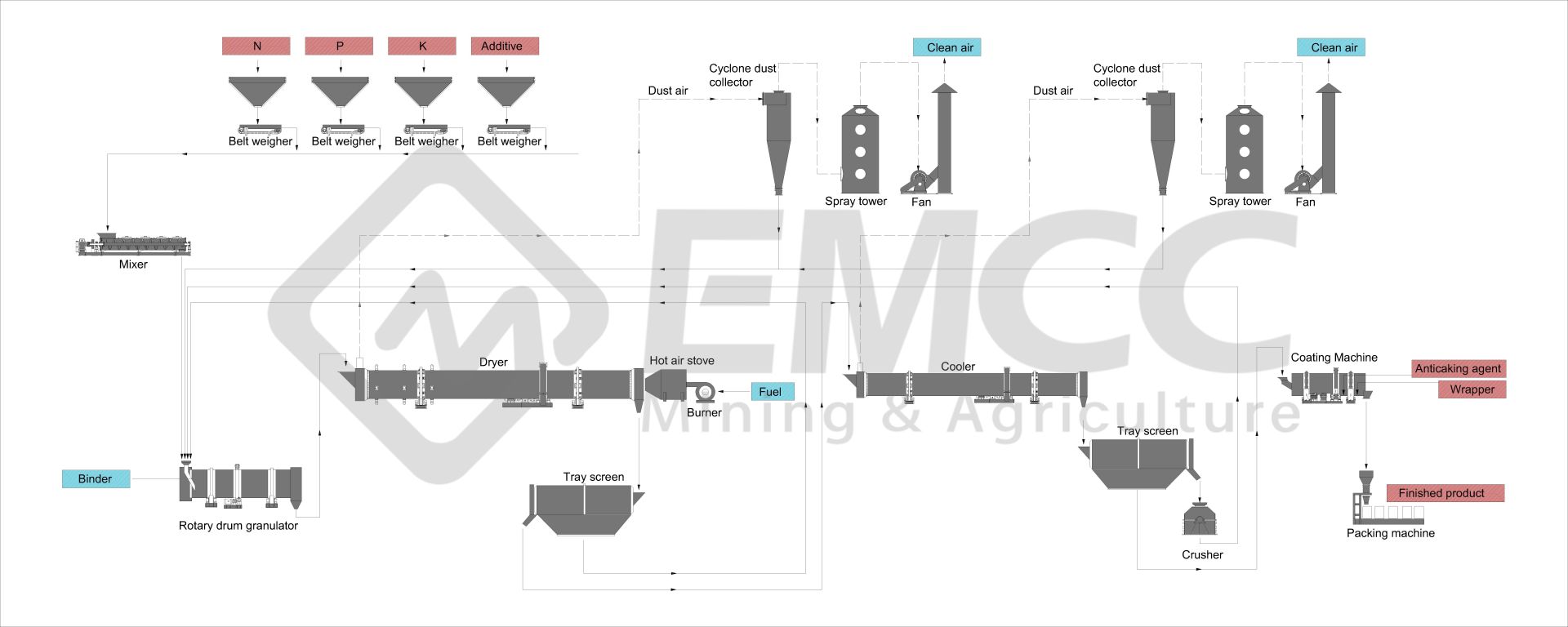
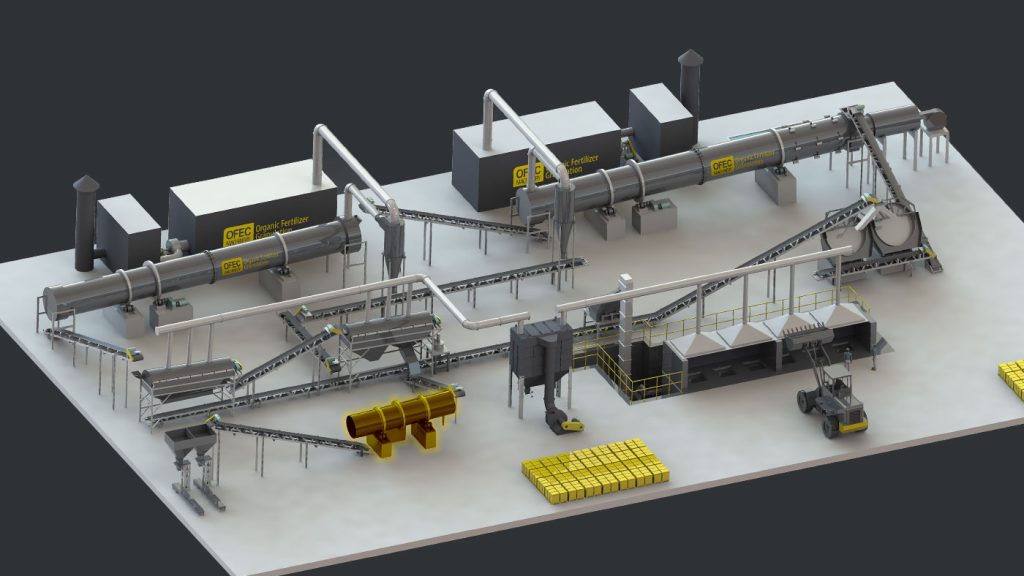
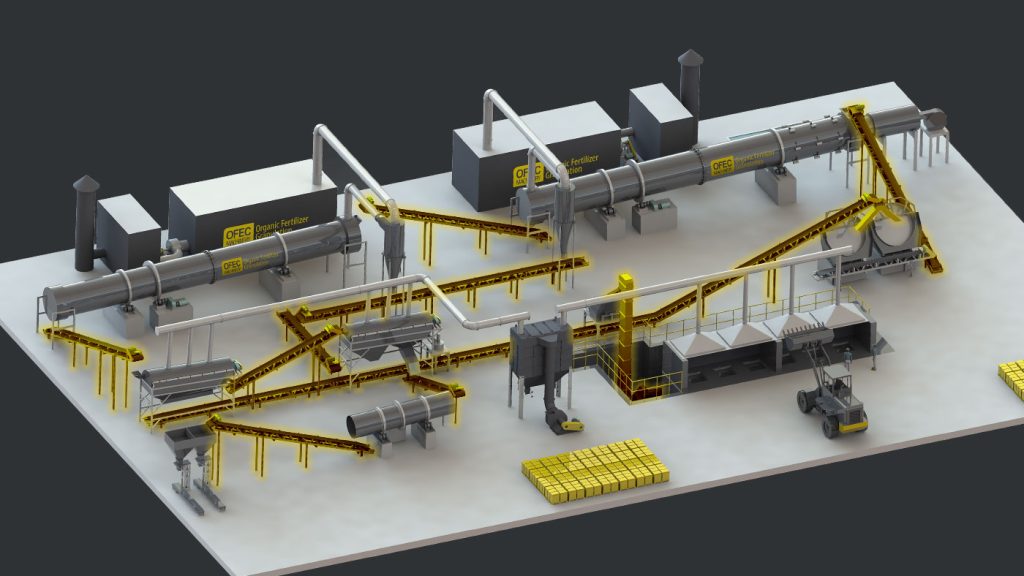
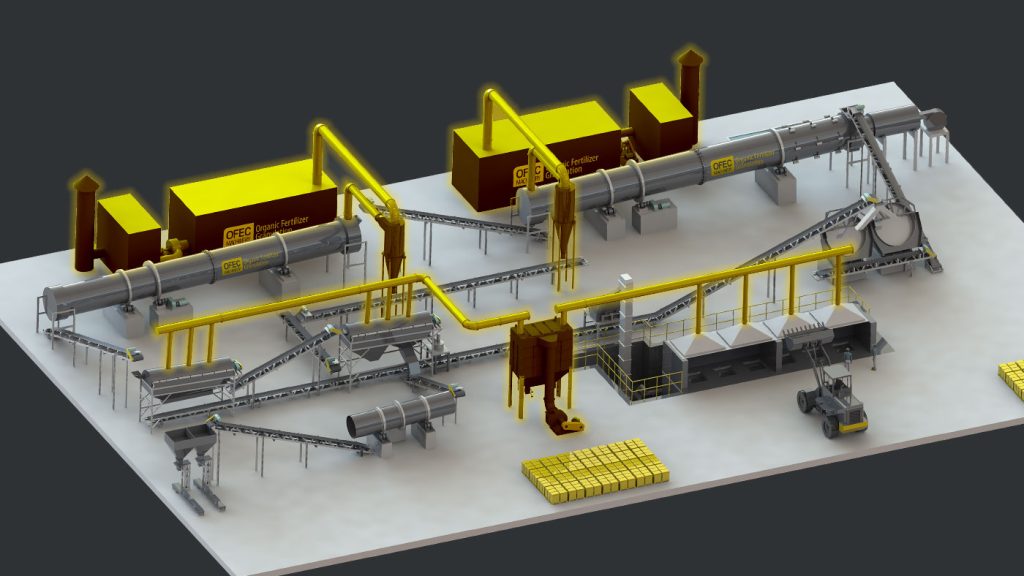
Main Equipment of the Extrusion Granulation Line
Equipment | Function |
Batching System | Continuous batching for 2–6 materials with precise ratio control |
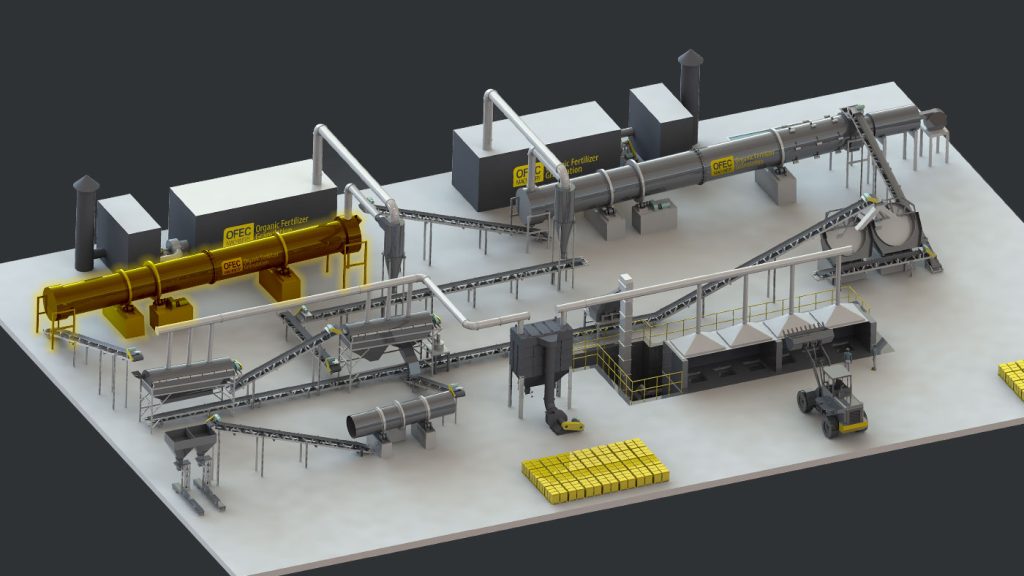
Crusher | Vertical/horizontal chain crusher – reduces large lumps to suitable particle size |
Mixer | Twin‑shaft mixer – uniformly blends materials and adjusts moisture content |
Extrusion Granulator | Core equipment – roller or flat‑die extrusion, capacity 1–5 t/h (standard models) – dry forming granulation |
Screener | Trommel or vibrating screen – separates finished pellets from fines (fines returned to granulator) |
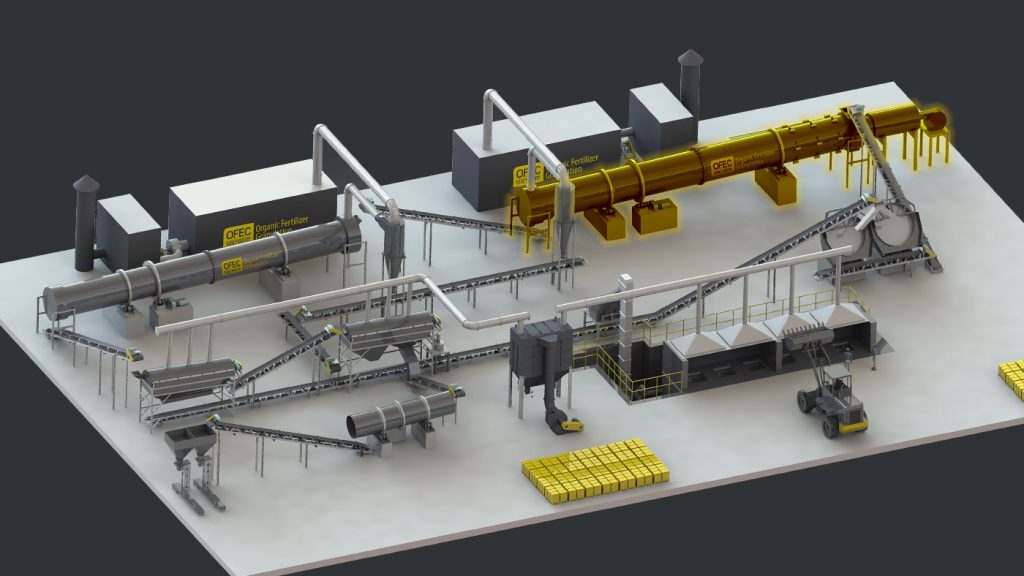
Dryer (Optional) | Low‑temperature rotary dryer – further reduces pellet moisture |
Coating Machine (Optional) | Applies anti‑caking or functional coating |
Packaging Machine | Open‑mouth bag or ton bag – automatic metering optional |
Conveying System | Belt or screw conveyor – connects all main equipment |
Dust Collection System | Pulse jet bag filter or simple cyclone – controls dust emissions |
Equipment
Function




Key Advantages of OFEC Extrusion Granulation Line
High‑Efficiency Dry Granulation, Significant Energy Savings
Customizable Die Material and Hole Patterns
Precise Adjustable Roller Pressure
Proven Technology with Reliable Data
Validated through multiple global projects – stable granulation rate of 85%–95%, low failure rate.
Turnkey Delivery
Optional Low‑Temperature Drying System





Advantages and Disadvantages for Organic Fertilizer Granulation
Advantages
● No or Minimal Drying Required: The dry process produces pellets with low moisture content, drastically reducing thermal energy consumption – ideal for areas with high energy costs or limited heat supply.
● Wide Raw Material Adaptability: Handles materials with fluctuating moisture levels and relatively loose particle size requirements.
● High Pellet Density & Strength: High‑pressure extrusion creates dense, strong granules with excellent resistance to breakage during storage and transport, and low tendency to reabsorb moisture.
● Compact Equipment Layout: Short production line – small footprint, low space requirements.
● Low Investment & Operating Costs: Eliminates large dryers and coolers – significantly reduces both capital expenditure and daily energy consumption.
Disadvantages
● Limited Single‑Unit Capacity: Typical capacity 1–5 t/h – suitable for small to medium projects, not for ultra‑large production.
● Less Diversified Pellet Appearance: Extruded pellets are mostly columnar or flat‑spherical – less rounded than drum or disc granulation, with slightly lower commercial appeal.
● Sensitive to Feed Moisture: Excessive moisture may cause slipping or blocking in the die – requires front‑end conditioning.
● Faster Die Wear: High pressure causes die wear – periodic replacement needed, adding to maintenance costs.
The dry process produces pellets with low moisture content, drastically reducing thermal energy consumption – ideal for areas with high energy costs or limited heat supply.
Handles materials with fluctuating moisture levels and relatively loose particle size requirements.
Short production line – small footprint, low space requirements.
Typical capacity 1–5 t/h – suitable for small to medium projects, not for ultra‑large production.
Extruded pellets are mostly columnar or flat‑spherical – less rounded than drum or disc granulation, with slightly lower commercial appeal.
Excessive moisture may cause slipping or blocking in the die – requires front‑end conditioning.

Contact a Process Engineer to evaluate the technical solution.
Donne: donne@emccindustry.com
Resources

Техническое обслуживание Барабанных Грануляторов
Барабанный гранулятор является одним из ключевых оборудований в промышленности сложных

Подробный процесс производства органического удобрения из птичьего помета методом гранулирования в роторном барабане
Переработанный навоз домашнего скота (навоз КРС, овечий помет, куриный помет